Industry: Automotive | Process: Industrial_Wastewater_Treatment_(Oily_&_Metals)
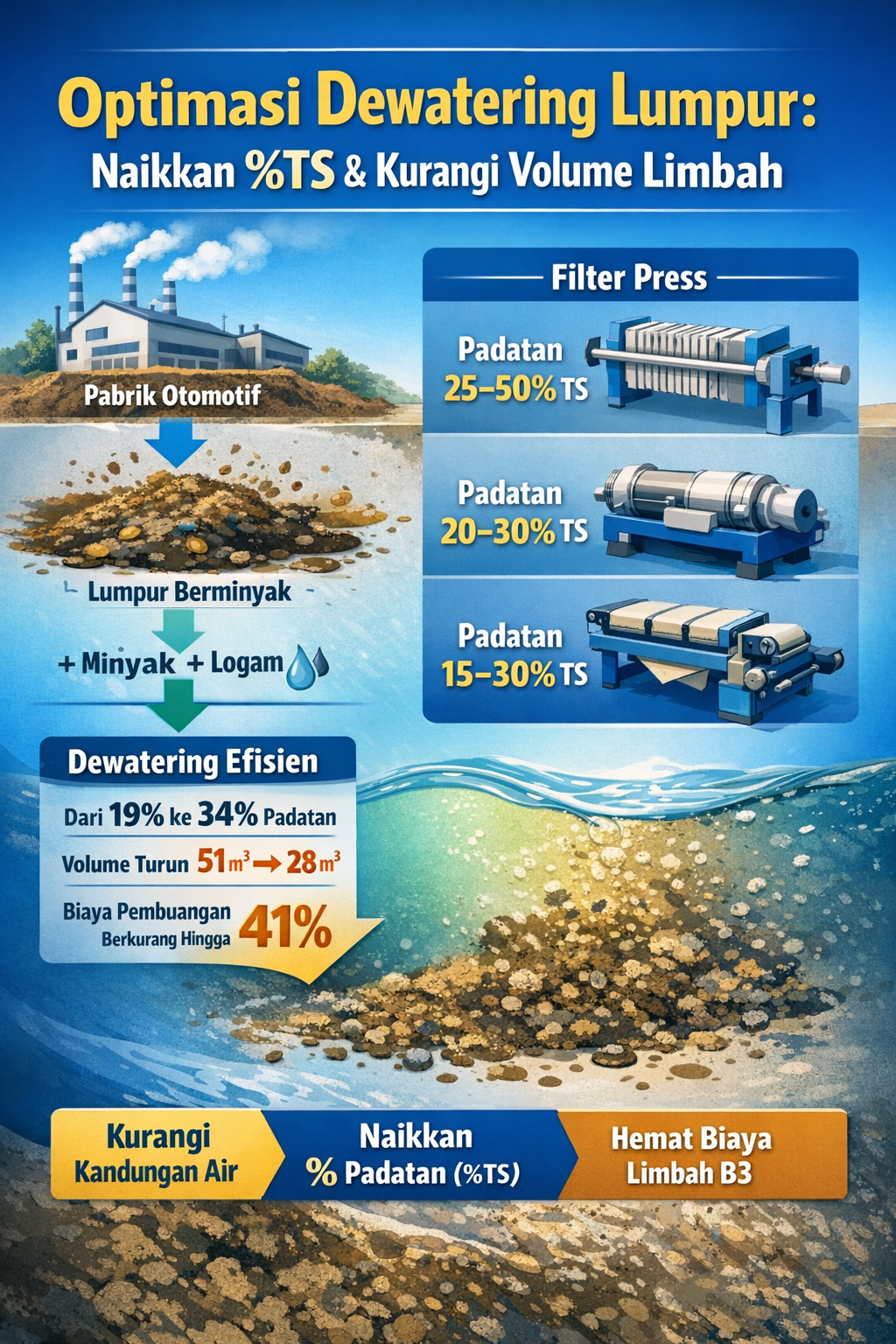
Automotive wastewater plants wrestle with sludges that are >90% moisture, laced with oil/grease and metal hydroxides. Efficient dewatering is not optional: each 1% increase in cake solids can cut sludge volume by ~3–5% (by mass), directly lowering hazardous‑waste disposal costs. In one retrofit, dryness rose from 19% to 34% solids, halving cake volume (51→28 m³/mo) and trimming landfill fees by ~41% — from £9693 to £5719 per month (MDPI; MDPI).
Regulation raises the stakes: oily or metal‑laden sludges often fall under Indonesia’s B3 (hazardous) rules, requiring specialized landfill/incineration (e.g., KLHK Peraturan 68/2016). Under PP 22/2021, poor dewatering risks non‑compliance. Any moisture savings therefore deliver immediate cost and environmental benefits.
Plants commonly start upstream with primary separation to knock down debris and free oil before dewatering. Many specify compact front‑end units such as screens and oil removal systems for this duty.
Automotive sludge profile and regulation
The mixed nature of paint booth residues, machining oils, and metal hydroxides produces compressible sludges that resist gravity drainage. The B3 designation increases disposal complexity and expense, making dryness the dominant cost lever. Any technology choice is judged by cake % total solids (%TS), filtrate clarity, and capture.
Where free oil is present, a dedicated oil step can protect downstream filters and belts. Plants frequently integrate an upstream oil removal stage to stabilize feeds to the dewatering train.
Filter press performance and trade‑offs
Plate/frame filter presses are batch systems that squeeze sludge at high pressure for maximum dryness. Typical cake solids are 25–50% by weight (ResearchGate; MDPI), including 34% DS in one case (MDPI) and 32–36% DS in another (ResearchGate). With well‑conditioned sludge, >40% solids is possible.
Filtrate turbidity is very low (high solids capture), but the method is capital‑intensive and batch‑bound with 20–60 minute cycles (fill/press/clean). Maintenance of hydraulic systems and operator intervention are material. The resulting cake is dry and friable, which simplifies disposal logistics.
Belt filter press throughput and footprint
Continuous belt presses use gravity and pressure zones to handle large flows at moderate dryness (~15–30% solids). In practice, a vacuum belt press on one sludge reached ~19% DS with standard polymer, while a filter press on the same sludge delivered 34% (MDPI).
Belts automate well and offer lower capital per unit throughput, but require significant floor area and 20–30 minutes of residence (with belts 1–3 m wide). Solids capture can slip if conditioning is poor, and filter areas foul without cleaning systems. Polymer consumption is often similar to filter presses (a few kg per tonne solids). Throughput can reach ~5–20 kg DS/m belt·h depending on belt width and zone design.
Centrifuge dryness and control
Decanter centrifuges spin at >3,000 rpm to develop 1,000–2,500 G for separation. They run continuously with compact footprints and enclosed housings for odor control. Typical cake dryness is ~20–30% solids, but staged polymer injection (pre‑ and in‑bowl) has achieved 30–32% DS consistently and up to 34% in trials (ResearchGate).
Without optimization, many plants see ~22–29% DS, as reported in the referenced study (ResearchGate; ResearchGate). Energy use is higher (e.g., several kW per m³·h) and speed control is critical, but solids capture usually exceeds 90% with proper flocculation. In one trial, 12–18 lb/ton (6–9 kg/ton) of a gel polymer optimized yield (ResearchGate).
Other dewatering options
Screw (auger) presses are compact and typically deliver ~20–30% solids with moderate polymer use; they excel at fibrous sludges but are less suited to purely inorganic slurries. Vacuum disc or chamber presses serve smaller flows. Trade‑offs include very low energy for screw presses (but the risk of clogging) and moderate 20–25% cakes at low pressure for vacuum systems.
Comparative metrics and operating ranges
Cake solids: Filter press ≈25–50% (often >30% per MDPI); centrifuge ≈20–30% (30–34% with optimal floc per ResearchGate); belt press ≈15–30% (19% in one case per MDPI, ~20–25% typical).
Capacity: Belts and centrifuges, running continuously, handle thousands of kg DS/day per unit; filter presses are modular (plate count) and cycle‑time limited. Energy and O&M: centrifuges are energy‑intensive (typical 1–2 kWh/m³‑sludge); belts draw moderate power; filter presses primarily power hydraulics but require more labor/maintenance. Footprint: belts require the most area, centrifuges the least, filter presses are moderate (stacked plate banks).
Polymer conditioning as the performance lever
Chemical conditioning is essential. Specialty polymer flocculants (typically high‑molecular‑weight polyacrylamides) agglomerate colloids and oil, overcoming electrostatic repulsion common in automotive sludges. Correct polymer type matters: cationic grades target negatively charged metal hydroxides or emulsified oil; anionic polymers pair with positively charged sludges.
Plants standardize on dedicated polymer supplies, often specifying high‑molecular‑weight flocculants for predictable floc formation. Dosing is typically via a dilution/mixing system to ensure uniform contact.
Optimization is powerful. Splitting dose and injection points — for example, 50/50 between a pre‑flocculator and the fine‑screen inlet — has raised cakes to 30–32% and up to 34% in trials (ResearchGate). One plant reported a new polymer lifting belt‑press cake from ~28–32% to ~36% solids (a 4–8% increase) (ResearchGate), gains that often outweigh incremental chemical costs.
Typical dosing rates are ~5,000–15,000 mg/kg (pp100-3000) — equivalent to 1–5 kg polymer per dry tonne (EPA NEPIS). Higher‑solids feeds and pre‑thickening reduce polymer demand; improper selection (charge, molecular weight) degrades capture (EPA NEPIS).
Automation is trending: precise metering and feedback keep floc quality steady. Plants are deploying metering pumps for polymer feed and online sensors tied to centrifuge torque and dilution control to sustain >95% capture and cakes up to 34% DS (ResearchGate). Lapses in conditioning can trigger low capture and sticky cakes (EPA NEPIS).
Pre‑thickening and front‑end stability
Pre‑thickening reduces the load on downstream equipment and can cut polymer consumption. Plants add gravity steps or dissolved‑air flotation where feeds are dilute. This is routinely implemented as a DAF unit in oily service or via sedimentation with a clarifier when solids settle readily.
Where fine screening is part of the train, injection points are often placed just ahead of the screen. This can be synchronized with an automatic screen to stabilize floc size before the belt or centrifuge.
Economics and environmental impact
Dewatering efficiency is a direct cost driver because transporting water is expensive. Filter‑pressed sludge at ~34% solids requires roughly half the disposal volume of the same sludge at 19% solids (MDPI). In the cited case, landfill fees fell from £9693 to £5719 per month — a 41% cut (MDPI), before any filtrate treatment savings.
In dollar terms, disposal can run to tens or hundreds of dollars per ton of wet sludge; cutting cake volume by 30–50% returns investments quickly. Drier cakes reduce truck trips and, where permitted, may support beneficial routes like incineration energy recovery or soil adjuncts. Conversely, poor dewatering can prompt regulatory action under PP 22/2021 and B3 provisions.
Technology choice and integration trends
No single machine is universally best; the right fit depends on sludge character, flow rate, and economics. Filter presses excel when maximum dryness is essential (e.g., high disposal costs or incineration), despite higher CAPEX and labor. Belt presses suit large, continuous flows where moderate dryness and space are acceptable. Centrifuges fit tight footprints or enclosed, odor‑controlled operation.
Combinations are common: some plants run two stages (e.g., a belt press followed by a small centrifuge) to chase incremental water removal. Innovation trends include automated polymer control, dual‑polymer or hybrid inorganic–organic coagulants for stubborn sludges, and real‑time filtrate monitoring. Ancillary equipment choices are typically cataloged under wastewater ancillaries to integrate monitoring and controls.
What best‑in‑class looks like
For an Indonesian automotive WWTP, best‑in‑class dewatering means high‑solids technologies paired with optimized polymer conditioning. Filter presses deliver the driest cakes (>30–40% DS: MDPI) but at higher capital and labor cost; belt presses offer continuous operation at ~20–30% DS; centrifuges balance space and energy with ~25–30% DS, extendable to >30% with advanced dosing (ResearchGate).
Engineers size systems by cake %TS, filtrate clarity, and recovery rate. Empirical data show that optimizing these levers can halve sludge disposal expense (MDPI). In practical comparisons, a filter press at 34% cake solids versus 19–25% for a belt press or centrifuge can translate to ~40–50% less waste volume and cost.
Sources: Case studies and reviews of sludge dewatering report cake solids, capture rates, and operating costs under different technologies (MDPI; ResearchGate; ResearchGate; EPA NEPIS). Academic and industry analyses document typical polymer dosages and the 5–10 wt% cake‑solid gains from optimized conditioning (ResearchGate; ResearchGate). EPA and Euro reports emphasize that polymer conditioning (1–5 kg/ton) directly enables >90% solids capture (EPA NEPIS), which fundamentally determines disposal volumes.